If you are sourcing stainless steel insulated bottles, you may find that two bottles with the same size, capacity, and appearance are made using different production processes — stretching or tube drawing (with hydroforming) — and that their costs are not the same.
In short:
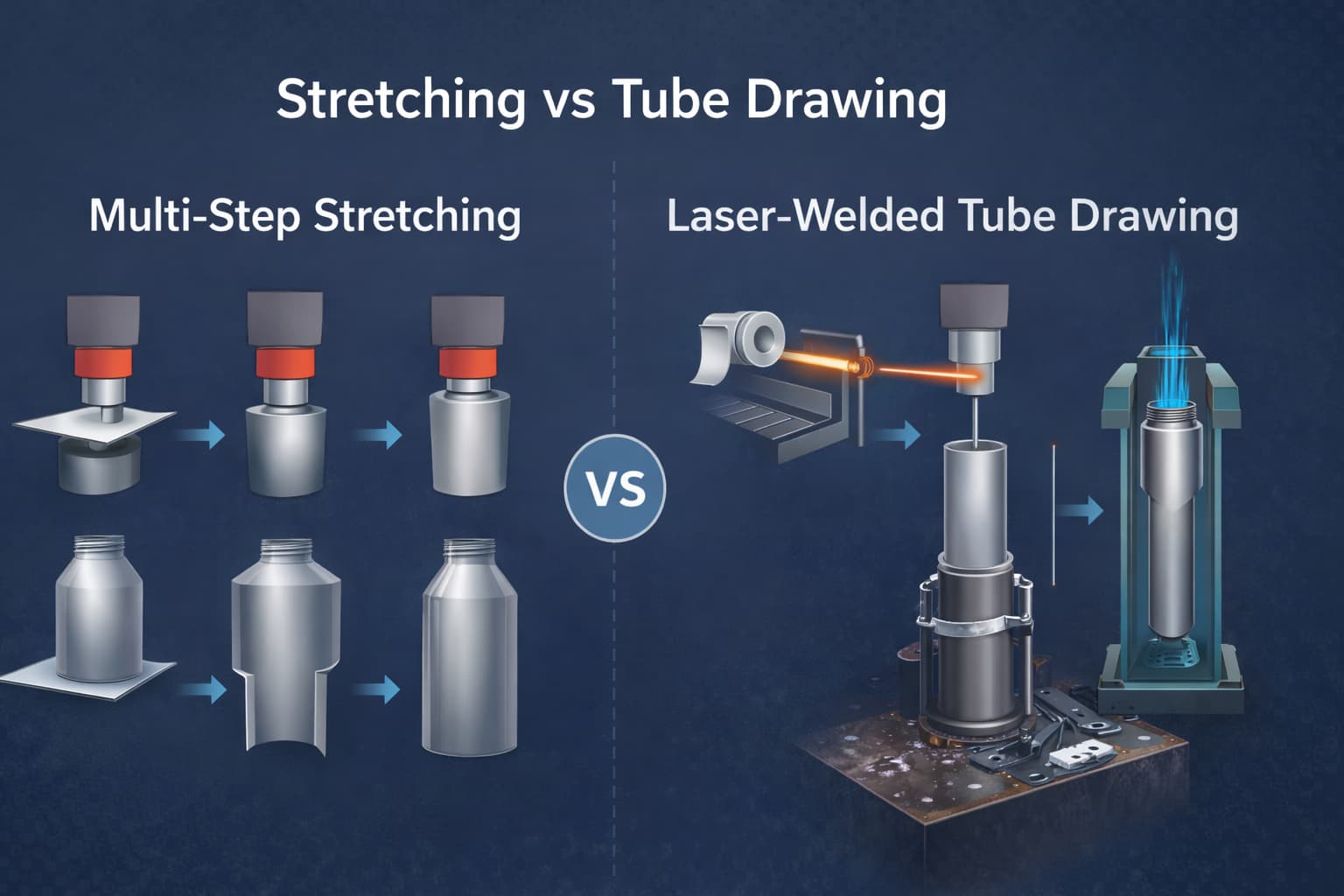
Stretching focuses on lower initial cost, while tube drawing focuses on higher quality stability and higher production yield.
This article explains the real differences using practical production experience and real manufacturing cases, so you can make a more informed purchasing decision.
What Is the Stretching Process?
Stretching (multi-step deep drawing) forms the bottle liner from flat stainless steel sheet.
The material is gradually pulled into shape through multiple stretching stages, with annealing in between to release internal stress.
Typical stretching process flow
-
Stainless steel coil cutting
-
First stretching
-
Annealing
-
Second stretching
-
Third stretching
-
Final shaping
-
Vacuum welding and finishing
What happens in real production?
Stretching works well for standard bottles, but material thickness and stretching frequency directly affect yield and consistency.
Based on actual production data:
-
0.6 mm thickness
-
3–4 stretching steps
-
Yield rate around 92%
-
Production time: ~95 seconds per unit
-
-
0.8 mm thickness
-
4–6 stretching steps
-
Yield rate drops to ~87%
-
Production time increases to ~110 seconds per unit
-
-
1.0 mm thickness
-
5–7 stretching steps
-
Yield rate drops further to ~78%
-
Production time increases to ~135 seconds per unit
-
As stretching steps increase, material flow marks and dimensional variation become more difficult to control.
Real case from production
In 2022, a popular market bottle developed visible inner-wall ring marks caused by multi-step stretching on thicker material.
To pass quality requirements, two additional internal polishing steps had to be added, increasing labor time and cost per unit.
Key takeaway for buyers:
Stretching can be cost-effective, but quality stability decreases as material thickness and stretching steps increase.
What Is Tube Drawing with Hydroforming?
Tube drawing starts with a laser-welded stainless steel tube, rather than a flat sheet.
After the tube is formed, hydroforming (water pressure forming) is used to precisely shape the liner.
Hydroforming is not a separate liner type — it is a forming step after tube welding.
Typical tube drawing process flow
-
Stainless steel coil slitting
-
Laser welding into tube
-
Hydroforming (water pressure shaping)
-
Bottom cutting and shaping
-
Mouth threading
-
Vacuum welding
-
Surface finishing
Why tube drawing requires tighter control
In tube drawing, process tolerance is much narrower, especially at the laser welding stage.
-
Recommended material thickness: 0.3–1.2 mm (304 or 316 stainless steel)
-
Material thicker than 1.5 mm may cause insufficient weld penetration
-
Material thinner than 0.3 mm increases burn-through risk
Real case from production
In 2019, a batch of business bottles made from 1.6 mm thick material experienced insufficient laser weld strength.
After vacuum sealing, the weld strength reached only about 70% of base material strength, leading to vacuum leakage.
Final scrap rate reached 33%.
The issue was resolved by:
-
Switching to pulsed laser welding
-
Increasing argon gas protection flow to 25 L/min
Why Hydroforming Matters
Hydroforming uses controlled high-pressure water to expand the tube evenly against the mold.
In real production:
-
Water pressure must be adjusted according to bottle height
-
As a rule of thumb, every additional 10 mm in height requires ~50 bar higher pressure
For example:
-
A 180 mm tall bottle typically requires
-
~650 bar pressure
-
8 seconds holding time
-
Real case from production
In 2020, a batch of bottles showed waist deformation after hydroforming.
The cause was not material or pressure settings, but worn polyurethane forming sleeves, which had exceeded their usable life of approximately 30,000 cycles, leading to uneven pressure distribution.
Key takeaway for buyers:
Tube drawing relies more on process control and equipment condition, but once stable, results are highly consistent.
Stretching vs Tube Drawing: Buyer-Oriented Comparison
| Aspect | Stretching Process | Tube Drawing + Hydroforming |
|---|---|---|
| Starting material | Stainless steel sheet | Laser-welded stainless steel tube |
| Forming method | Multiple stretching steps | Tube forming + water pressure shaping |
| Process tolerance | Wider | Narrower |
| Manual adjustment | High | Lower |
| Wall thickness consistency | Medium | High |
| Yield rate stability | Decreases with thickness | High and stable |
| Rework & scrap risk | Higher | Lower |
| Typical positioning | Cost-focused sourcing | Quality-focused sourcing |
Which Process Makes More Sense for You?
If your main goal is lower unit price, stretching may be suitable.
If your priorities include:
-
Stable quality
-
Higher yield rate
-
Lower risk of hidden defects
-
Fewer production surprises
Then tube drawing with hydroforming often delivers better overall value, even with a higher initial manufacturing cost.
Many buyers find that higher consistency and lower defect rates reduce total sourcing cost in the long run.
Final Note for Buyers
Two bottles may look identical on the surface, but the production method behind them directly affects:
-
Quality consistency
-
Yield rate
-
Long-term reliability
Understanding the difference between stretching and tube drawing helps you make decisions based on total quality cost, not just the unit price.


